Faccio una pausa dal principale tema di attualità (ogni tanto ci vuole!) con un articolo dal taglio un po’ più tecnico che vuole rispondere alla domanda
“qual è il tempo di taglio a creatore di un ingranaggio?”
Con questo post mi rivolgo principalmente agli uffici acquisti e, in particolare, a quelli che non conoscono così nel dettaglio gli aspetti più tecnici, faticando – di conseguenza – a comprendere il perché di certi costi. Ma mi rivolgo anche ai tecnici più curiosi.
Qual è dunque il tempo di taglio a creatore di un ingranaggio? Per rispondere alla domanda parto pubblicando uno schema in cui è rappresentato in modo molto semplificato un creatore a un principio, con le sue incognite relative al numero di giri (quindi alla velocità di taglio) e all’avanzamento.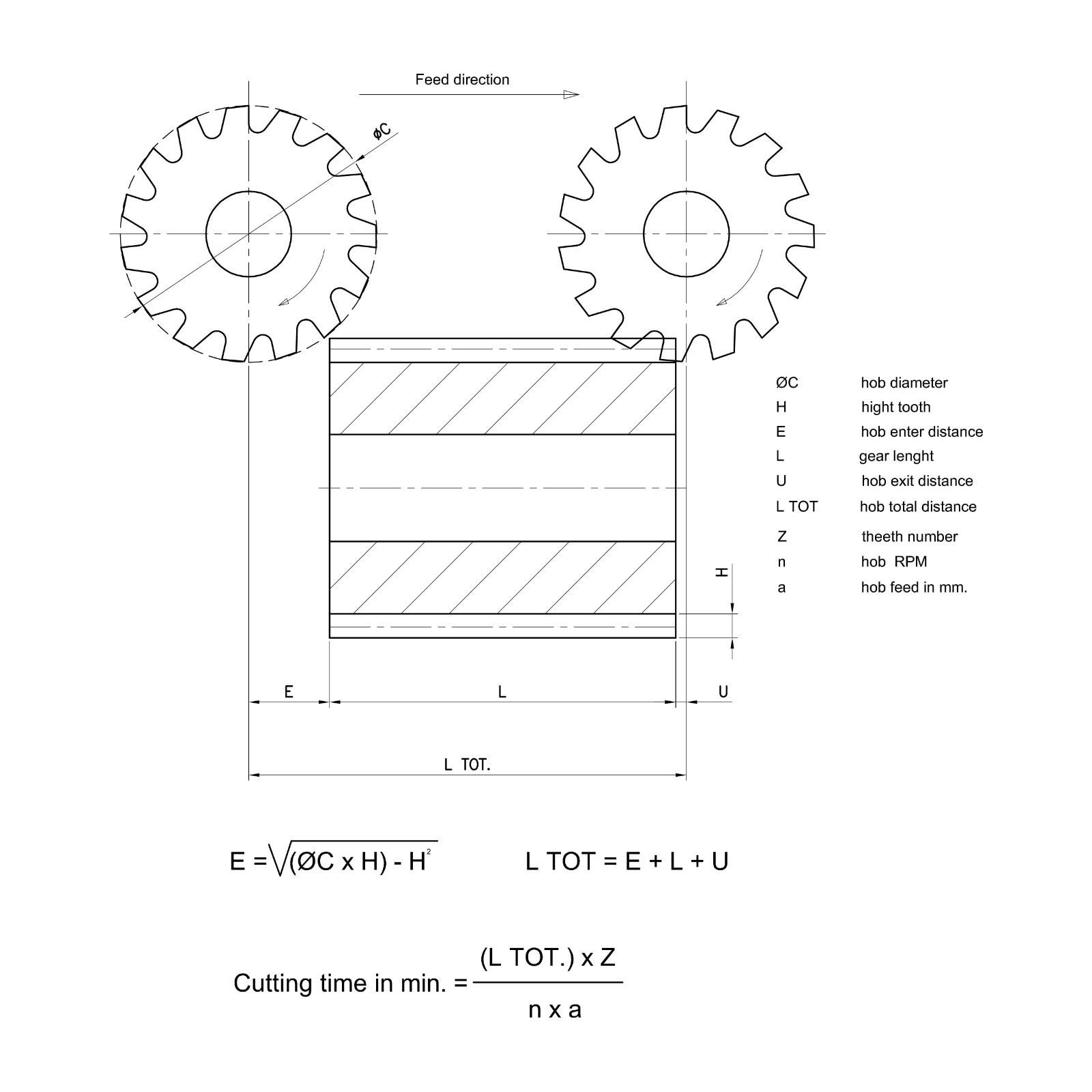
Come potete immaginare, si tratta di parametri che dipendono da molti fattori, quali:
– il grado di qualità richiesto dalla commessa;
– il materiale dell’ingranaggio;
– la tipologia dell’utensile creatore (materiale, numero di taglienti, rivestimento ecc.);
– la geometria dell’ingranaggio e la posizione della dentatura nel pezzo;
– la rigidità dell’attrezzatura di serraggio pezzo;
– la rigidità e la potenza della macchina dentatrice.
Lo schema mostra al numeratore la lunghezza della corsa dell’utensile, il che dimostra chiaramente quanto
in fase di progettazione la valutazione della lunghezza di dentatura sia un aspetto di costo fondamentale.
Allo stesso modo l’altezza del dente (quindi indirettamente il modulo) e il diametro dell’utensile, entrambi al numeratore, vanno a incidere direttamente sul tempo di produzione.
Nella pratica possiamo quindi dire che
dimezzare il numero di denti e/o la lunghezza di dentatura significa dimezzare il tempo di produzione.
Al denominatore troviamo invece il prodotto del numero di giri per l’avanzamento. Ciò significa, quindi, che anche l’utensile, la rigidità dell’attrezzatura e della macchina sono aspetti fondamentali di costo.
A questi fattori dovremo poi aggiungere il tempo di carico e scarico di ogni pezzo dalla macchina, che richiederà dai 4 ai 15 secondi per le grandi serie poiché tale processo sarà automatico, oppure 15/20 secondi (come minimo) per i piccoli lotti poiché sarà presumibilmente manuale.
In genere noi poi consideriamo per un processo produttivo automatizzato l’ora di 55 minuti (è necessario infatti riservare del tempo all’affilatura degli utensili, alla pulizia delle vasche e via dicendo), mentre per un carico manuale la consideriamo di 50 minuti (perché dovremo necessariamente tener conto anche delle pause fisiologiche necessarie all’operatore).
Stabilite quindi tutte queste variabili, possiamo desumere che
un ingranaggio può essere tagliato in un tempo “X”, ma anche “2X”, oppure “1/2X”.
Stabilire invece il prezzo di questo processo è ancora più complicato, poiché viene condizionato anche da altri fattori
come i servizi offerti dal fornitore, la sua garanzia in merito a qualità e affidabilità del pezzo finito, le spese generali e il valore aggiunto che il fornitore è in grado di offrire sul proprio lavoro.
Spero di essere riuscito a chiarire l’argomento. Avete osservazioni o domande a riguardo?