Realizzare un buon ricoprimento in una una trasmissione a ruota elicoidale e vite senza fine non è sempre facile.
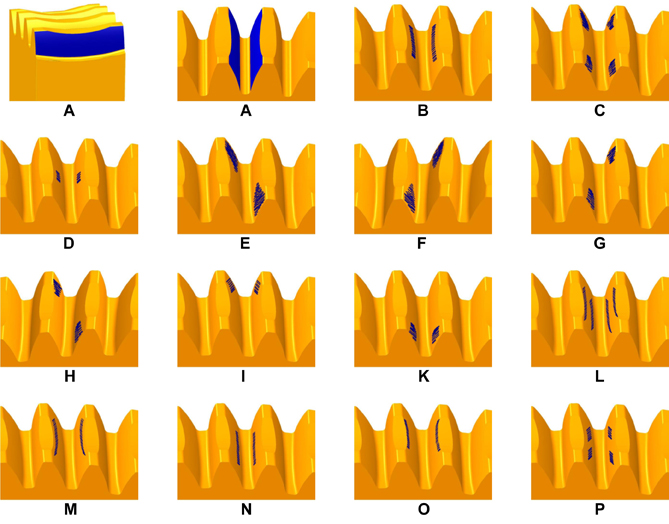
Partiamo col dire che, prima di iniziare la produzione di un lotto, è consigliabile verificare l’ingranamento al banco, posizionando i due componenti – ruota elicoidale e vite senza fine – all’interasse di funzionamento e “sporcando” la vite con l’inchiostro (eccellente il buon vecchio blu di Prussia). In questo modo facendo ruotare la coppia, il colore andrà a finire sul dente della ruota nella zona di strisciamento. È a questo punto che spesso ci si rende conto che le impronte di contatto potrebbero non essere ottimali e le cause sono diverse (vedi figura); vediamo di riassumerle brevemente.
Intanto va detto che una zona di contatto completa (come nel caso della figura A) è raggiungibile soltanto teoricamente. A questo scopo, il creatore e la vite senza fine dovrebbero essere perfettamente identici per forma dei fianchi dei denti, diametro medio e passo. Ma non solo. Per ottenere una zona di contatto con tali caratteristiche sull’ingranaggio finito e montato sul cinematismo a cui è destinato, si dovrebbe inoltre realizzare un assemblaggio perfetto.
Attenzione però:
è interessante sapere, infatti, che una zona di contatto con quelle caratteristiche non è comunque da perseguire, perché se si estendesse fino all’estremità dei denti, non vi sarebbe – tra i fianchi dei denti – la formazione del lubrificante necessario per garantire un buon funzionamento della trasmissione stessa.
Al momento della loro entrata contro i fianchi dei denti della vite, infatti, gli spigoli dei denti “raschierebbero” il lubrificante. Senza contare che – in fase di montaggio – anche il minimo errore potrebbe determinare contatti di spigolo.
Al contrario,
se la zona di contatto fosse di larghezza inferiore, verrebbe a crearsi un interspazio destinato a diventare gradualmente più ampio nella direzione dei denti della corona, provocando così la formazione di un meato di lubrificante.
La situazione ideale sarebbe quindi quella di ottenere una zona di contatto leggermente bombata (come nella figura B) nel senso dell’altezza e della larghezza del dente.
In linea generale, comunque, sono diverse le casistiche che si possono verificare. Vediamole nel dettaglio.
Una zona di contatto interrotta al centro e spostata alle due estremità (come nella figura C) si ottiene quando il creatore presenta un diametro inferiore, e quindi un angolo di inclinazione d’elica superiore rispetto alla vite senza fine.
Una zona di contatto poco estesa e collocata al centro dei denti (vedi figura D), la si ottiene quando invece il diametro del creatore è considerevolmente superiore a quello del cilindro della vite. In tal caso la zona di contatto sui fianchi della vite risulta minore e, pertanto, minore sarà anche il ricoprimento della dentatura.
Quando il passo o l’angolo di inclinazione dell’elica della vite sono di valore eccessivo, si ottiene una zona di contatto come quelle rappresentate nelle figure E ed F.
Al contrario, quando il passo o l’angolo di inclinazione dell’elica della vite sono di valore troppo ridotto, la zona di contatto sarà quella rappresentata dalle figure G e H.
E ancora: una situazione come quella raffigurata nelle immagini I e K, la si otterrà quando la posizione della vite senza fine nella direzione dell’asse della corona sarà diversa da quella che aveva il creatore durante la lavorazione.
Zone di contatto come quelle indicate nelle altre figure, infine, sono più rare e sostanzialmente dipendono da errori di bombatura, di angoli di generazione o di affilatura del creatore.




