I’m taking some time off from the main current affairs topic (sometimes we need it!) with an article that is rather more technical and aims to answer the question
“what is the hob cutting time for a gear?”
This post mainly addresses purchasing departments and, in particular, those who don’t have detailed knowledge on the more technical aspects and – as a consequence – struggle to understand why certain costs are unavoidable. But I also address the more curious technicians.
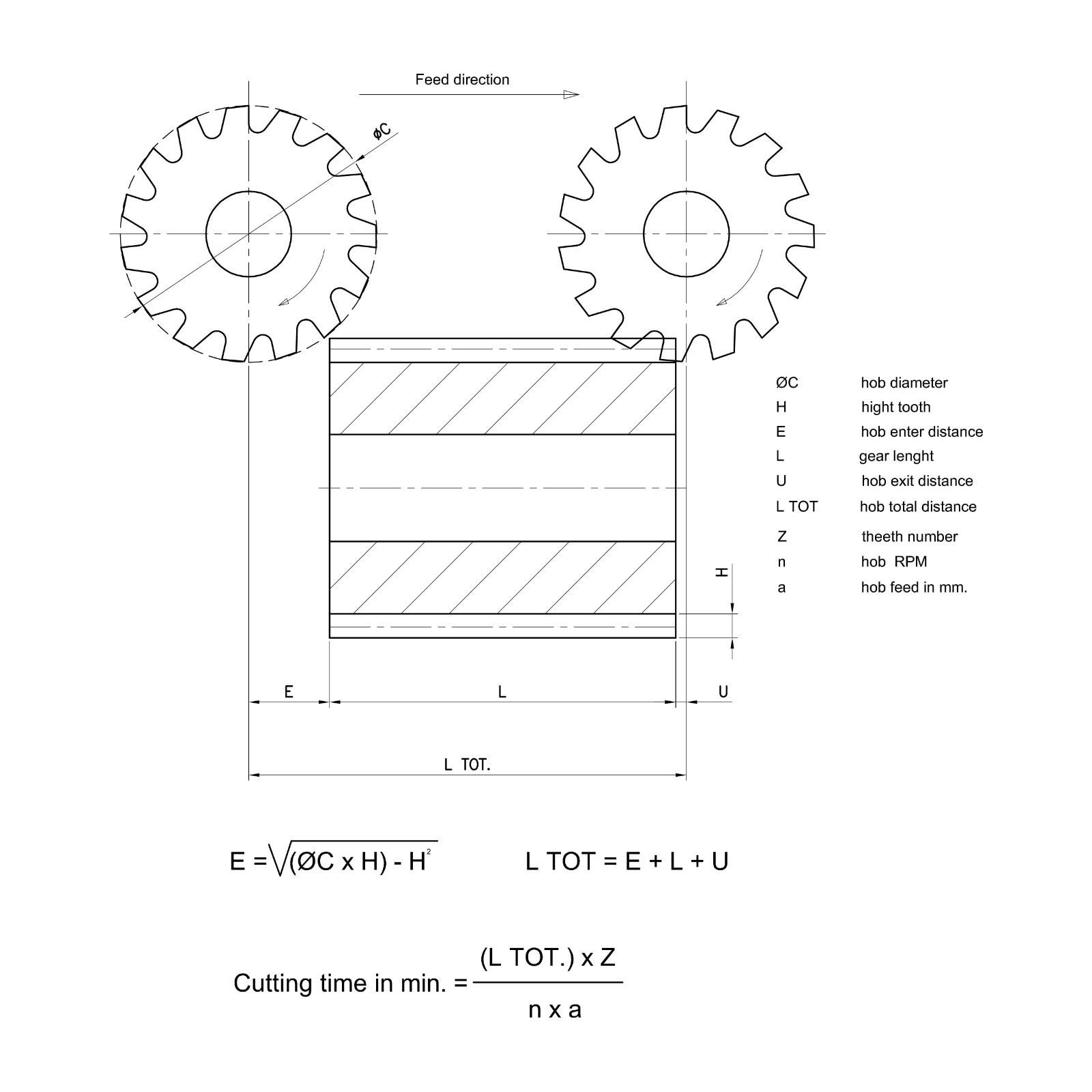
So what is the hob cutting time for a gear? To answer the question, I start by publishing a diagram which provides a simplified representation of a hob and a starting point, with the uncertainties relating to the rpm (hence the cutting speed) and the forward feed rate.
As you can imagine, these are all parameters that depend on many different factors, such as:
– the quality level required for the order;
– the gear material;
– the hob tool type (material, number of sharp edges, coating etc.);
– the shape of the gear and the position of the teeth;
– the rigidity of the clamping equipment;
– the rigidity and power of the gear hobbing machine.
The diagram illustrates the length of the tool stroke on the numerator, which clearly shows that
the evaluation of the tooth length is a fundamental cost item during the design and engineering phase.
Likewise, the tooth height (hence indirectly the module) and the tool diameter, both in the numerator, have a direct impact on production times.
In practice, we can therefore say that
halving the number of teeth and/or the tooth length means halving the production time.
The denominator however shows the result of the rpm for the forward feed rate. This means therefore that the tool, the rigidity of the equipment and that of the machine are all fundamental cost items.
In addition to these factors, we will then need to add the machine loading and unloading time for each piece, which will require from 4 to 15 seconds for large batches as this process will operate in automatic mode, or a minimum of 15/20 seconds for the smaller batches which will presumably be operated in manual mode.
Generally speaking we then consider a 55 minute hour for an automated productive process, (it is in fact necessary to reserve time for tool grinding, the cleaning of tanks and so forth), and a 50 minute hour for a manual load process (given the need to also take into account the physiological breaks required by an operator).
Upon establishing all these variables, we can now deduct that
a gear cutting time can be “X”, but also “2X”, or “1/2X”.
However, establishing the price of this process is even more complicated, since this aspect is also influenced by other factors
such as the services provided by the supplier, its guarantee regarding the quality and reliability of the finished piece, general expenses and the added value that the supplier is able to provide regarding its work.
I hope I’ve clarified this aspect. Do you have any comments or questions in this regard?